


In hydraulic system manufacturing, manifold blocks act as the central hub for oil channels, controlling the direction, pressure, and flow of hydraulic fluid. The machining quality of these blocks directly affects the performance, safety, and lifespan of hydraulic systems.
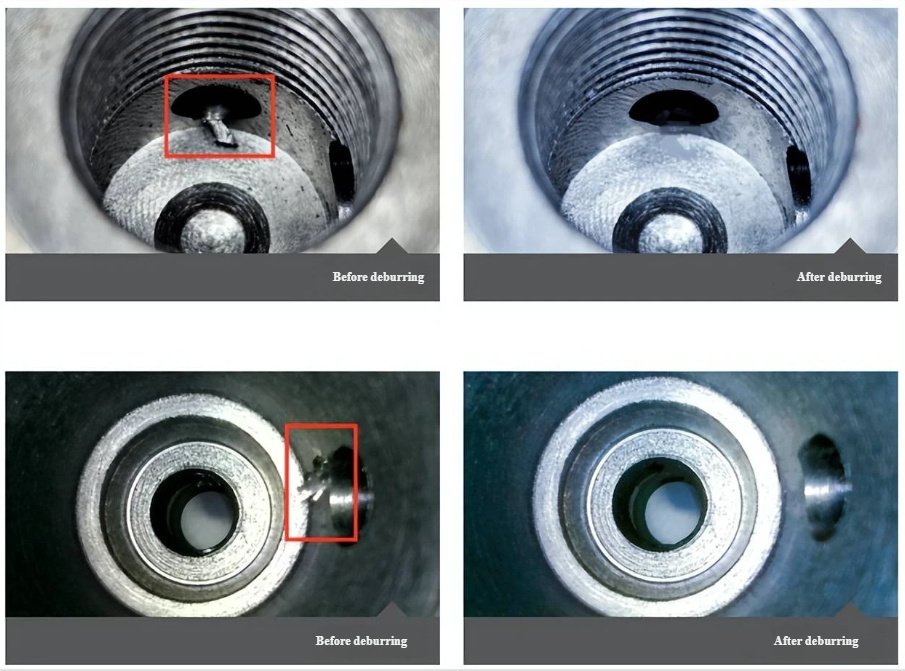
One critical yet often overlooked process is deburring—the removal of burrs, sharp edges, and machining residues generated during drilling, milling, and boring operations.
Deburring manifold blocks is especially critical in the oil and gas industry, where hydraulic and fluid control systems operate under extreme pressure, high temperature, and harsh downhole conditions. Unremoved burrs in valve blocks can lead to seal damage, fluid contamination, blockage of narrow flow channels, and even sudden system failure, posing serious safety risks during drilling, production, and pipeline operations. For manifold blocks used in wellhead control panels, blowout preventer (BOP) systems, and offshore hydraulic power units, thorough deburring ensures stable performance, long service life, and compliance with strict industry safety standards. Advanced deburring processes such as abrasive flow machining and high-pressure water jet deburring are widely adopted to achieve reliable burr removal in complex internal passages, helping maintain operational safety and integrity in demanding oil and gas environments.
Why Deburring Manifold Blocks Is Essential
During CNC machining of manifold blocks, burrs inevitably form at cross holes, internal intersections, edges, and blind holes. If not completely removed, these burrs can lead to serious operational issues:
- Component damage: Loose metal burrs circulate with hydraulic oil, scratching valve cores, seals, and precision components
- Channel blockage: Fine chips clog narrow oil passages, causing pressure instability or system failure
- Hydraulic leakage: Sharp edges damage sealing surfaces and O-rings
- Accelerated wear: Rough internal surfaces increase contamination and reduce system life
- Reduced efficiency: Poor flow characteristics due to surface roughness
👉 In modern hydraulic manufacturing, deburring is not just a finishing step—it is a critical quality control and reliability assurance process.
7 Common Deburring Methods for Manifold Blocks
Different deburring technologies are selected based on material type (aluminum, stainless steel, carbon steel), channel complexity, and production scale.
1. Manual Deburring
Principle: Operators use hand tools such as files, scrapers, abrasive paper, and brushes.
Advantages:
- Low cost and flexible
- Suitable for small-batch production
- Ideal for localized finishing and rework
Limitations:
- Inconsistent quality
- Low efficiency
- Limited access to internal channels
Best for: Prototyping, repair work, and simple manifold designs
2. Mechanical Deburring
Principle: Uses rotary tools, brushing machines, or cross-hole deburring tools.
Advantages:
- Higher efficiency than manual deburring
- Better consistency for standard holes
Limitations:
- Difficult to reach deep or complex internal passages
Best for: Medium-scale production with relatively simple geometries
3. High-Pressure Water Jet Deburring
Principle: High-pressure water jets remove burrs and contaminants from internal and external surfaces.
Advantages:
- Excellent for cross holes, angled holes, and blind holes
- Simultaneous deburring and cleaning
- Environmentally friendly and suitable for automation
Limitations:
- Requires specialized equipment and process control
Best for: Complex manifold blocks with multiple internal channels in mass production
4. Abrasive Flow Machining (AFM)
Principle: Semi-solid abrasive media flows through internal channels, removing burrs and polishing surfaces.
Advantages:
- Uniform deburring of complex internal geometries
- Improves surface roughness and fluid flow performance
- Reaches inaccessible internal passages
Limitations:
- Higher cost
- Longer processing cycle
Best for: High-precision hydraulic manifold blocks in aerospace and high-end equipment
5. Thermal Deburring
Principle: A controlled gas explosion generates high temperature to instantly burn away burrs.
Advantages:
- Removes burrs from all internal and external edges simultaneously
- Highly effective for complex structures
Limitations:
- High equipment cost
- Possible oxidation or deformation
- Requires post-processing
Best for: Complex metal manifold blocks with dense channel networks
6. Ultrasonic & Electrochemical Deburring
Principle: Uses chemical reactions or ultrasonic energy to remove micro burrs without mechanical contact.
Advantages:
- High precision and consistency
- No tool wear
- Suitable for micro-scale features
Limitations:
- Higher process complexity
Best for: High-end applications with strict cleanliness and precision standards
7. Magnetic Deburring
Principle: Magnetic force drives abrasive media across surfaces and edges.
Advantages:
- Maintains surface flatness and dimensional accuracy
- Controlled and uniform finishing
Limitations:
- Limited to ferromagnetic materials
- Less effective for deep internal channels
Best for: Precision surfaces with tight tolerance requirements
How to Choose the Right Deburring Method
Selecting the appropriate deburring process depends on design complexity, material, and performance requirements:
- Complex internal channels / cross holes:
→ High-Pressure Water Jet or Abrasive Flow Machining - High surface finish requirements (low Ra):
→ Abrasive Flow Machining - Highly complex metal manifold blocks:
→ Thermal Deburring (with post-treatment) - Precision flat surfaces:
→ Magnetic Deburring - Small batches or simple structures:
→ Manual Deburring
| Deburring Method | Relative Cost | Efficiency | Best Materials | Ideal Application |
|---|---|---|---|---|
| Manual | Low | Low | All metals | Prototyping & simple blocks |
| Mechanical | Medium | Medium | Aluminum, Steel | Standard outer holes |
| High-Pressure Water | High | High | All (Highly versatile) | Cross-holes & mass production |
| Abrasive Flow (AFM) | High | Medium | Hard alloys, Stainless steel | Aerospace & high-precision internal paths |
| Thermal (TEM) | Very High | Very High | Cast iron, Steel, Aluminum | Massive channel networks |
| Electrochemical | Medium-High | High | Conductive metals | Micro-features & precision valves |
| Magnetic | Medium | Medium | Non-ferromagnetic preferred | Surface finishing & light burrs |
👉 In practice, manufacturers often combine multiple methods to achieve optimal results.

Best Practices for Deburring Manifold Blocks
To ensure consistent quality and performance:
- Select methods based on material, geometry, and tolerance requirements
- Perform deburring early in the machining process to reduce contamination
- Implement high-pressure cleaning or ultrasonic cleaning after deburring
- Use advanced inspection methods:
- Visual inspection
- Endoscopic inspection for internal channels
- Flow and pressure testing
- Establish standard operating procedures (SOPs) for repeatability
- Monitor cleanliness standards (ISO cleanliness levels) for hydraulic systems
Conclusion
Deburring is a critical process in the manufacturing of hydraulic manifold blocks. Proper deburring:
- Improves hydraulic system stability
- Reduces failure rates and maintenance costs
- Enhances component lifespan and performance
For manufacturers, investing in advanced deburring technologies is not just a cost—it is a key factor in achieving high product quality, reliability, and global competitiveness.
